Пожалуйста, не блокируйте рекламу на нашем сайте. Клики по рекламным объявлениям помогают нам существовать, развиваться и становиться полезнее для Вас!
Как установить обратный клапан
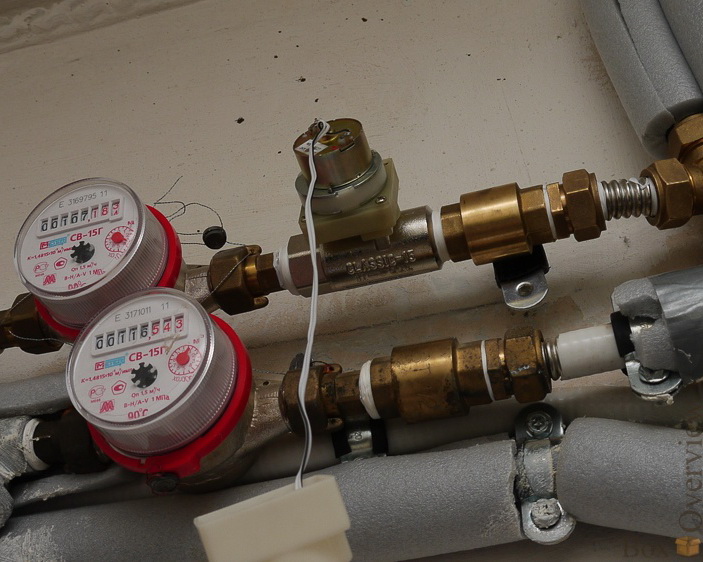
Муфтовые обратные клапаны делятся на подпружиненные и неподпружиненные. Подпружиненные обратные клапаны могут устанавливаться в любом положении, а вот неподпружиненные устанавливают на вертикальный трубопровод при потоке снизу/вверх или на горизонтальном трубопроводе.
Перед всеми типами обратных клапанов, кроме шаровых, рекомендуется установить сетчатый фильтр с целью защиты от абразивных веществ присущих в движущемся потоке.
Корпус обратного клапана не должен испытывать изгибающих, крутящих, растягивающих и сжимающих нагрузок от присоединённого трубопровода.
Обратный клапан пропускает поток только в одном направлении, рабочее направление потока указано стрелкой на корпусе клапана — соблюдайте правильность установки в соответствии с технологической схемой.
Не нарушайте лакокрасочное покрытие на корпусе клапана, так как кроме декоративной функции оно выполняет ещё и защитную.
Последовательность паковки резьбового соединения
1. Взять прядь льняного волокна с таким количеством нитей, чтобы в скрученном состоянии её диаметр были примерно равен глубине резьбы на монтируемом элементе. Длина пряди должна обеспечивать количество подмотки в 1,5-2раза превосходящее число витков резьбы.
2. Отступив примерно 50-70 мм от начала пряди, следует слегка скрутить её, уложить в первый виток резьбы и удерживая её рукой, плотно намотать длинную ветвь пряди по часовой стрелке, укладывая её в каждый виток резьбы.
3. Дойдя до конца резьбы, продолжить намотку вторым слоем, перемещая витки к началу резьбы. Длина второго слоя намотки должна быть примерно равна 2/3 длины резьбы.
4. Оставшийся конец пряди (50-70мм) намотать аналогично по часовой стрелке, укладывая от конца резьбы к её началу.
5. Нанести слой герметика поверх подмотки.
6. Навернуть рукой сопрягаемые элементы. При правильной подмотке, монтируемый элемент должен завернуться на 1,5-2 оборота.
7. Гаечным ключом или динамометрическим продолжить наворачивание элемента. В случае, когда монтируемому элементу необходимо придать определённое положение, закончить наворачивание в необходимом для этого элемента положении.
При правильной подмотке, в процессе накручивания, усилия не должны превышать момента затяжки, указанного ниже:
| DN15 | DN20 | DN25 | DN32 | DN40 | DN50 | DN65 | DN80 | DN100 |
|---|---|---|---|---|---|---|---|---|
| 70 Нм | 95 Нм | 120 Нм | 150 Нм | 190 Нм | 230 Нм | 280 Нм | 350 Нм | 400 Нм |







вопрос : комментарий : отзыв
213
 Каталог
Каталог клапанов обратных
Genebre
Genebre
Valtec RUS
Zetkama
IVR
IVR
IVR
IVR
Herz
Spirax Sarco
Spirax Sarco
Barberi
FAF
Honeywell - Resideo
TLV
Polix
AVK
Danfoss
Danfoss
IMI Hydronic
Oventrop
Honeywell - Resideo

