Будь ласка, не блокуйте рекламу на нашому сайті. Кліки по рекламним оголошенням допомогаяють нам існувати, розвиватись та ставати кориснішим для Вас!
Монтаж регулятора перепаду тиску
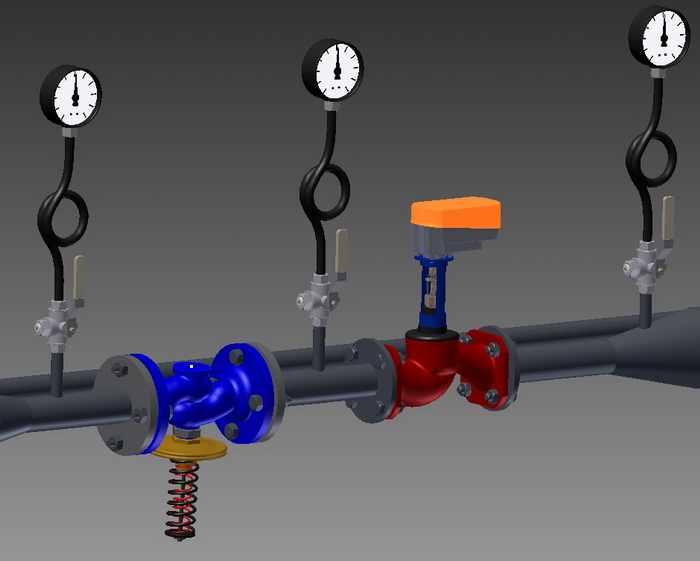
Монтаж регулятора перепаду тиску виконують відповідно до інструкції з монтажу, крім того необхідно враховувати нижче наведені рекомендації:
- Перед та після регулятора повинні бути встановлені манометри.
- Перед регулятором перепаду, по напрямку руху води, повинен бути встановлений сітчастий фільтр.
- Для монтажу регулятора на трубопровід, що транспортує воду з високою температурою, може знадобитися охолоджувач імпульсів та охолоджувач штоку.
- Різні виробники надають різні дані, але в середньому під час монтажу рекомендується передбачити прямі ділянки 5DN перед і 10DN після нього.
- Для більшості регуляторів перепаду тиску монтажне положення при температурах більше ніж 80°С горизонтальне мембранним приводом донизу, при температурах менше 80°С - довільне.
Послідовність пакування різьбового з'єднання
1. Візьміть прядку льняного волокна з такою кількістю ниток, щоб у скрученому стані її діаметр був приблизно рівний глибині різьби. Довжина прядки має забезпечувати кількість підмоток у 1,5-2 рази більше кількості витків різьби.
2. Відступивши приблизно на 50-70 мм від початку прядки, слід трохи скрутити її, покласти в перший виток різьби і, утримуючи її рукою, щільно намотувати довгу гілку прядки за годинниковою стрілкою, кладучи її в кожен виток різьби.
3. Досягнувши кінця різьби, продовжувати намотку другим шаром, переміщаючи витки до початку різьби. Довжина другого шару намотки має бути приблизно рівна 2/3 довжини різьби.
4. Залишений кінець прядки (50-70 мм) намотати аналогічно за годинниковою стрілкою, кладучи від кінця різьби до її початку.
5. Нанести шар герметика на поверхню підмотки.
6. Закрутити руками з'єднувальні елементи. При правильній підмотці, монтований елемент повинен закрутитись на 1,5-2 оберти.
7. Гайковим ключем або динамометричним продовжити накручування елемента. У випадку, коли монтованому елементу необхідно надати певне положення, завершити навинчування в потрібному для цього положенні елемента.
При правильній паковці, під час накручування, зусилля не повинні перевищувати момент затягу, вказаного нижче:
| DN15 | DN20 | DN25 | DN32 | DN40 | DN50 | DN65 | DN80 | DN100 |
|---|---|---|---|---|---|---|---|---|
| 70 Нм | 95 Нм | 120 Нм | 150 Нм | 190 Нм | 230 Нм | 280 Нм | 350 Нм | 400 Нм |
Моменти затяжки гаєк фланцевого з'єднання
| DN | Гайка/Болт | Момент, Нм |
|---|---|---|
| 15 - 32 | М 10 | 15 - 30 |
| 40 - 65 | М 12 | 35 - 50 |
| 80 - 100 | М 16 | 75 - 100 |
| 125 - 150 | М 16 | 80 - 120 |
| 200 | М 20 | 150 - 200 |
| 250 - 400 | М 24 | 340 - 410 |
| 500 | М 27 | 340 - 410 |








 EN 1092-1
EN 1092-1питання : коментар : відгук
213
 Каталог
Каталог регуляторів перепаду тиску
Danfoss
Danfoss
Danfoss
Danfoss
Danfoss
Danfoss
LDM
LDM
LDM
Herz
Herz
IMI Hydronic
IMI Hydronic
IMI Hydronic
IMI Hydronic
Oventrop
Oventrop
Clorius
Clorius
Samson
Samson
Samson
Samson
КПСР Групп
IMI Hydronic
IMI Hydronic
Broen
Broen
Samson
Samson

